
1 工艺流程
放样下料→粘接→连接→

(1) 放样下料
1) 风管的板材放样下料展开可采用U形、L形或单板、条板法,根据需要以减少板材损耗选择展开方法。风管每节尽量做长以减少风管接口。
2) 矩形铝箔复合风管的四面板材可由一块板上切去90°豁口折合而成,也可由两块板各切去45°叠合而成,见图4.3.4.1-1。
3) 复合板板材切割应使用专用工具,切口应平直。
(2) 粘接
1) 酚醛铝箔复合板风管与聚氨酯铝箔复合板风管板材的拼接应采用45°角粘接或“H”形加固条拼接(见图4.3.4.1-2),拼接处应涂胶粘剂粘合。当风管边长小于或等于1600mm时,宜采用45°角形槽口处直接粘接,并在粘接缝处两侧粘贴铝箔胶带;边长大于1600mm时,宜采用“H”形PVC或铝合金加固条在90°角槽口处拼接。
1 工艺流程
放样下料→粘接→连接→检验存放
2 操作要点
(1) 放样下料
1) 制作风管的板材实际展开长度应包括风管内尺寸和余量,展开长度超过3m的风 管可用两片法或多片法制作。
2) 风管管板的槽口形式可采用45°角形(图4.3.4.1-3)和90°梯形(图4.3.4.2-1)。切割槽口应选用专用刀具,开槽应平直且不得破坏铝箔表层。组合风管的封口处宜留有大于35mm的外表面层搭接边量。

图4.3.4.2-1 复合板风管梯形槽口

(2) 粘接
1) 使用密封胶带和粘接剂前,使用“外八字”形装订针固定所有的接头,装订针的间距为50mm。
2) 风管宜采用整板材料制作。板材拼接时应在结合口处涂满胶液并紧密粘合(图4.3.4.2-2);外表面拼缝处预留宽30mm的外护层涂胶密封后,用一层大于或等于50mm宽热敏(压敏)铝箔胶带粘贴密封。接缝处单边粘贴宽度不应小于20mm。内表面拼缝处可用一层大于或等于30mm宽铝箔复合玻璃纤维布粘贴密封或采用胶粘剂抹缝。

图4.3.4.2-2 玻璃纤维复合板拼接
(3) 连接
1) 风管组合前,应清除管板表面的切割纤维、油渍、水渍。槽口处应均匀涂满胶粘剂,不得有玻璃纤维外露。风管组合时,应调整风管端面的平面度(图4.3.4.2-3),槽口不得有间隙和错甲。风管内角接缝处应用胶粘剂勾缝。风管外接缝应用预留外护层材料和热敏(压敏)铝箔胶带重叠粘贴密封;使用压敏胶带前,应清洁风管表面需粘接的部位并保持干燥。
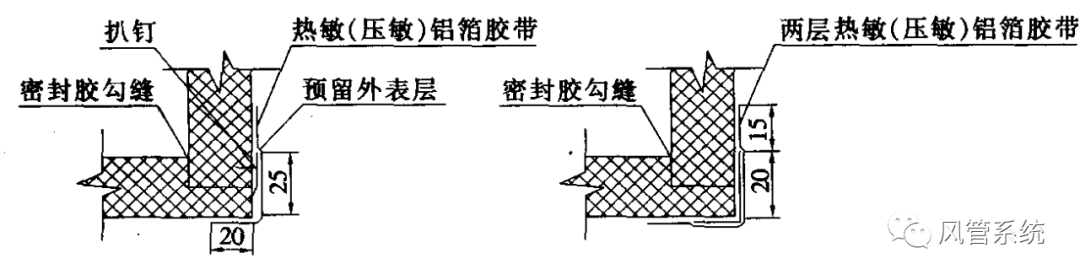
图4.3.4.2-3 风管直角组合图
2) 使用热敏胶带时,烫斗的表面温度要达到287~343,热量和压力要能使胶带表 面ABI圆点变黑色。使用玻璃纤维织物和胶粘剂时应注意在胶粘剂干透前,不宜触碰胶粘剂,也不应压紧玻璃纤维织物和胶粘剂。

3) 风管加固根据材料生产厂家提供的产品技术说明进行确定,并由厂家提供专用的加固材料。
4) 风管采用金属槽形框外加固时,应按表4.3.4.2-1设置内支撑,并将内支撑与金属槽形框紧固为一体。负压风管的加固,应设在风管的内侧。
5) 风管的内支撑横向加固点数及外加固框纵向间距应符合表4.3.4.2-1的规定。
6) 风管按本标准附录C采用外套角钢法兰、外套C形法兰连接时,其法兰连接处可视为一外加固点。其他连接方式风管的边长大于1200mm时,距法兰150mm内应设纵向加固。采用阴、阳桦连接的风管,应在距桦口100mm内设纵向加固。

7) 内表面层采用丙烯酸树脂的风管应符合下列规定:
a 丙烯酸树脂涂层应均匀,涂料重量不应小于105.7g/m2,且不得有玻璃纤维外露。
表4.3.4.2-1 玻璃纤维复合板风管内支撑横向加固点数及外加固框纵向间距

b 风管成形后,在外接缝处宜采用扒钉加固,其间距不宜大于50mm,并应采用宽度大于50mm的热敏胶带粘贴密封。
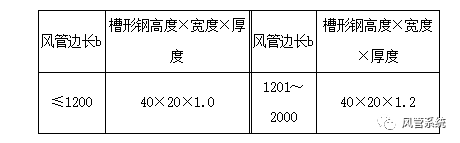
8) 风管的外加固槽形钢规格应符合表4.3.4.2-2的规定。
表4.3.4.2-2 玻璃纤维复合板风管外加固槽形钢规格(mm)
9) 风管加固内支撑件和管外壁加固件的螺栓穿过管壁处应进行密封处理。
(4) 检查存放
1) 每节风管的各端口四个面端线应在管中线的同一垂直面上,当边长小于等于400mm时,允许不平度为1mm;当边长大于400mm时,允许不平度为1.5mm。

2) 风管端面的平面度应符合要求。
3) 风管成形后,管端为阴、阳榫的管段应水平放置,管端为法兰的管段可立放。风管应待胶液干燥固化后方可挪动、叠放或安装。风管应存放在防潮、防雨和防风沙的场地。
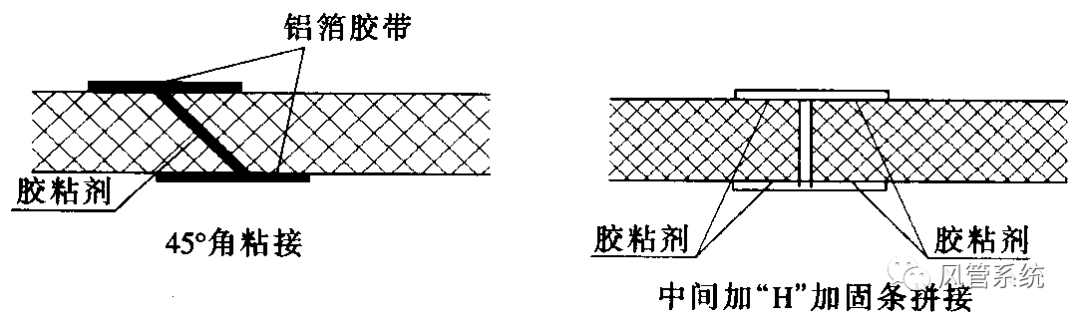
图4.3.4.1-2 风管板材拼接方式
2) 风管管折组合前应清除油渍、水渍、灰尘,组合可采用一片法、两片法或四片法形式,见图4.3.4.1-3。组合时45°角切口处应均匀涂满胶粘剂粘合。粘接缝应平整,不得有歪扭、错位、局部开裂等缺陷。铝箔胶带粘贴时,其接缝处单边粘贴宽度不应小于 20mm。
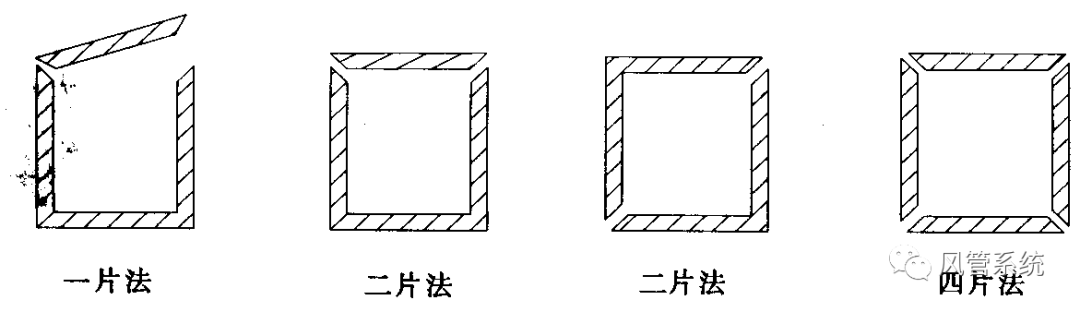
图4.3.4.1-3 矩形风管45°角组合方式
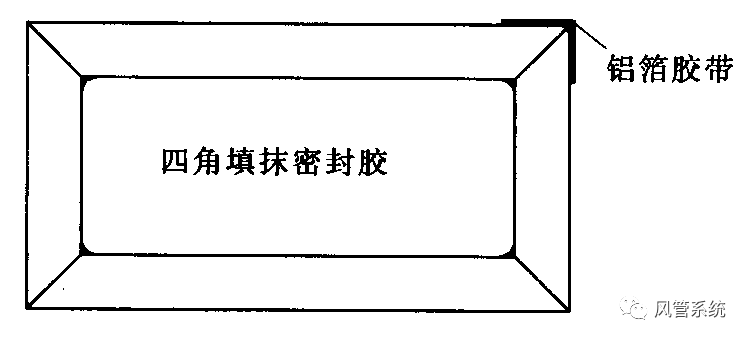
3) 风管内角缝应采用密封材料封堵;外角缝铝箔断开处,应采用铝箔胶带封贴,见图4.3.4.1-4。
(3) 连接
1) 低压风管边长大于2000mm,中高压风管边长大于1500mm时,风管法兰应采用铝合金等金属材料。
2) 边长大于320mm的矩形风管安装插接法兰时,应在风管四角粘贴厚度不小于0.75mm的镀锌直角垫片,直角垫片的宽度应与风管板料厚度相等,边长不得小于55mm。
3) 装在风管上的直角垫片、插条法兰及其他铝合金材质的中间连接件均需在两连接件接触面上抹胶后装人。

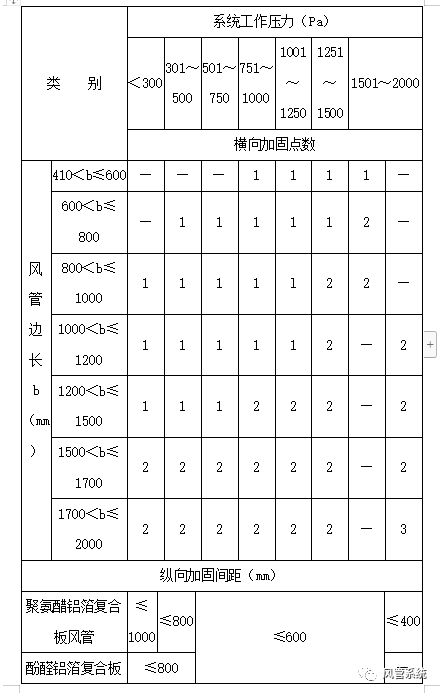
4) 风管加固应根据设计要求进行,当设计无规定时,低压矩形风管边长超过1000mm,风管长度大于1200mm时,风管应进行加固。风管内支撑加固形式应按表4.2.4.1-8选用。横向加固点数及纵向加固间距应符合表4.3.4.1的规定。
5) 风管的角钢法兰或外套槽形法兰可视为一纵(横)向加固点;其余连接方式的风管,其边长大于1200mm时,应在法兰连接的单侧方向长度250mm内,设纵向加固。
表4.3.4.1 酚醛铝箔复合板风管与聚氨醋铝箔复合板风管横向加固点数及纵向加固间距

(4) 检查存放
1) 每节风管的各端口四个面端线应在管中线的同一垂直面上,当边长小于等于400mm时,允许不平度为lmm;当边长大于400mm时,允许不平度为1.5mm。
2) 安装风管接口插条法兰时,4根插条法兰之间和每根法兰条本身都应在同一平面上,其不平度:当风管长边小于等于1000mm时允许偏差为lmm;当风管长边大于 l000mm时,允许偏差为1.5mm。
3) 检查合格后按系统、规格和编号存放。

本公众号涵盖的内容、图片、视频等数据,均来自互联网,仅供行业阅读参考。若涉及版权问题,请及时通知我们并提供相关证明材料,我们将支付合理报酬或立即予以删除!公司邮箱:saiweitte@163.com橡塑保温及酚醛系列复合风管订购咨询:4001141828



